0%


Our Engineering Staff specializes in creating brazements with interlocking and self-fixturing details, maintaining proper joint clearances to achieve maximum strength and reliability.
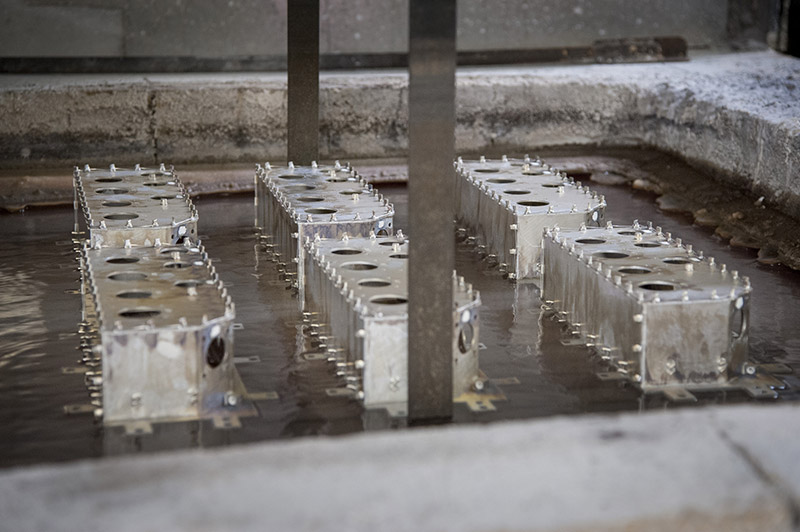
Parts of varying configurations comprised of numerous horizontal and vertical joints are best suited to dip brazing. Filler metal drawn into the braze joint by capillary action which adds to its diversity. With five preheat ovens and two large flux baths; George Industries has the capability of brazing most any project. Flux bath chemistry and pyrometry are closely maintained and documented ensuring a controlled environment. Our overhead articulating cranes allows us to have precise control while utilizing the capacity of our flux baths. Our air quenching capabilities allow us to rapidly cool precision parts with little or no distortion.
Vacuum brazing is available when a Dip brazing is not an option. Precise temperature control of our vacuum chamber creates an ideal atmosphere for consistent brazing.
Filler metal is pre-placed into the joint during assembly. This method produces extremely clean; flux-free, high integrity, horizontal joints. The vacuum process minimizes residual stresses on the materials due to gradual heating and cooling cycles. Proper joint design and unique fixturing holds the part details securely together for accurate mating.